
Куда смотрят стрелки на поршнях приора
Опубликовано: 17.05.2024
Процесс установки новой поршневой группы (колец или поршня).
Нет связанных сообщений
Куда должна быть направлена стрелка на поршне?
Стрелочка обычно указывает, куда двигаются газы, т. е. в сторону выхлопа.
Куда должна смотреть стрелка на поршне Приора?
Стрелка на днище поршня должна быть направлена к передней части двигателя (в сторону привода распределительного вала).
Зачем на поршне стрелка?
На днище наносится либо стрелка, указывающее направление передней части автомобиля (направление движения), либо схематично изображается коленчатый вал с маховиком.
Какой стороной ставить шатуны?
Как правильно определить размер поршня?
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.
Что означают буквы IN на поршне для мопеда?
IN — (intake) — впуск. Такое обозначение можно встретить на дне поршня, а обозначает оно направление стороны поршня к впускному окну, подробно мы это рассматривали в предыдущих статьях; EX — (exhaust) — выпуск.
Куда должен смотреть замок на шатуне?
Тоесть всё правильно отливы на шатуне должны смотреть на маховик , масло должно брызнать когда поршень идет в верх , замки если смотреть со стороны маховика то с права , и на конец отлив на поршне с низу на бобышке тоже в сторону маховика .
Как правильно установить поршень на шатун?
Установка поршня с шатуном
Какой стороной ставить кольца?
Замки всех колец нельзя ориентировать в сторону холодильника ( в сторону пальца). Поэтому ориентируем в сторону юбок. Перед установкой в гильзы кольца немного нужно развернуть.
Что означают буквы на поршне?
Соответственно, буквы означают размер отверстия под поршневой палец, а цифры — размер диаметра поршня в районе «юбки».
Что значит группа на поршне?
[2] Группа поршня / цилиндра – это отклонение размера поршня / цилиндра от диаметра.
Для чего нужен шатун?
Шату́н (англ. connecting rod) (устар. тяговое дышло) — деталь, соединяющая поршень (посредством поршневого пальца) и шатунную шейку коленчатого вала или движущих колёс паровоза. Служит для передачи газовых сил возвратно-поступательно движущегося поршня к вращающемуся коленчатому валу.

Сегодня многие владельцы автомобилей ВАЗ Приора сталкиваются с такой проблемой, как обрыв ремня ГРМ, в результате чего клапана «встречаются» с поршнями. В итоге эта проблема может обойтись владельцу транспортного средства в «копеечку». Чтобы предотвратить это, некоторые автолюбители устанавливают на свои авто безвтыковые поршни СТК, СТИ или Автрамат. О том, какие лучше поставить поршни на свое авто и как производится замена своими руками с фото, читайте далее.
Общая информация и устройство поршня
Предназначение поршня заключается в передаче энергии, произведенной горючей смесью, к коленчатому валу. Когда продукты сгорания расширяются, на поверхность детали возлагаются огромные нагрузки. Максимальный показатель давления в этом случае может составлять 80 бар, а это сравнимо с силой в несколько тонн.
Температура в цилиндрах при сгорании смеси может достигать 2 600 градусов, что в несколько раз больше температуры, при которой поршень плавится. В результате в этот момент происходит снижение прочности сплава, по поверхности элемента возникает термонапряжение из-за температурного перепада. Чтобы поршень мог функционировать в таких тяжелых условиях эксплуатации, он должен быть не только легким, но и достаточно устойчивым к износу. Кроме того, качественная кованная группа поршней должна обладать и высоким показателем теплопроводности, что позволит элементам быстро остыть при работе в высоких температурах.
Что касается самой поверхности, то она должна быть сформирована таким образом, чтобы поршень не клинил в цилиндре ни при каких обстоятельствах. В противном случае возможно попадание горячих газов в картер. Поскольку компоненты имеют бочкообразную форму, как вы видите на фото, даже большая разница в температурах днища и юбки не повлияет на его функциональность. Также следует отметить, что эти детали производятся с применением «противоэллипса», что дает возможность компенсировать деформацию юбки.
Верхним элементов поршней является головки, которая состоит из днища и канавки, при помощи которых устанавливаются кольца уплотнения. Головка должна быть более надежной, поскольку большинство нагрузок приходится именно на нее. Поэтому головки поршней обрабатываются дополнительным защитным покрытием. Сами канавки для уплотнительных колец изготовляются под небольшим углом, в результате чего наружные кромки колечек будут чуть выше внутренних. В результате этого наклон поперечного сечения канавки не появится, а это вполне возможно.
Юбка поршня должна быть обработана специальными резцами, чтобы обеспечить создание микрорельефа. Таким образом моторная смазывающая жидкость будет лучше держаться на поверхности элемента, а трение будет гораздо меньшим. так какие лучше поставить поршни на свое авто?
Производителя вы будете выбирать сами, но от себя мы хотим добавить, что всем перечисленным выше требованиям соответствует продукция компаний:
- СТИ;
- СТК;
- Автрамат.
Сравнительные характеристики
Чтобы вы могли понять, какая группа поршней лучше, рассмотрим сравнительные характеристики всех трех производителей с фото:

-
Начнем с продукции СТИ. Кованные поршни СТИ производятся в Тольятти и изготовлены они способом горячего прессования. Как показывают отзывы потребителей, которые уже установили СТИ, эти кованные поршни во многом снижают коэффициент полезного действия мотора. Это обусловлено тем, что детали СТИ обладают пониженной степенью сжатия и большим размером камеры сгорания. Также следует отметить, что в сплаве поршней СТИ содержится меньше кремния, в результате чего прочность компонентов при высоких температурах будет ниже.
Как поменять поршни на безвтыковые или поршни «Автрамат» своими руками?
Таким образом мы подошли к вопросу замены поршней на автомобиль ВАЗ Приора своими руками.
Заранее подготовьте набор гаечных ключей:



Видео «Замены элементов на безвтыковые»
Подробнее об этом процессе вы сможете узнать из видео.
![]()
Характерные неисправности стартера на Приоре – как с ними бороться?![]()
Характеристика блока комфорта на Приоре: от чего зависит комфорт езды?![]()
Электрическая система Лады Приоры и ее особенности


Всем привет, в предыдущей записи обещал выложить описание развесовки поршней, но к сожалению вчера сделать не успел, т.к. у поршней оказалась слишком большая разница в весе между самым легким и тяжелым, порядка 5 грамм, столько снять с поршня не повредив геометрию очень трудно, поэтому пришлось выравнивать их вместе с пальцами.
Кстати не все знают что значат цифры и стрелки на днище поршня.
На примере моих:
Треугольник это ремонтный размер 82.4, если например квадрат это 82.8. Номинал 82мм либо без рисунка, либо просто выбито 82.
Буква А размерный класс поршня, для поршня 2110 есть пять классов (А, В, С, D, Е) через 0,01 мм. Т.е. если вы меняете ход поршня (замена колена) берем любой класс и точим под них блок, если меняете только поршни возможно что вам повезет и без расточки нанесете хонг и поставите номинальные поршни но уже другого класса.
Стрелка указывает ориентацию поршня, должна смотреть на привод ГРМ, проще говоря указывать на ремень(передний привод).
Цифра 1 указывает класс отверстия под поршневой палец. У поршней 2110 есть три класса через 0,004 мм. Класс маркируется краской на торце пальца:
синяя метка — 1,
зеленая — 2,
красная — 3.
Теперь самое важное, все поршни фирмы ТДМК точатся под 1 класс пальца, это значит что и отверстие в шатуне должно быть 1 класса, обращайте на это внимание. У меня шатуны были 1 класса, поэтому заказал поршни не задумываясь. (класс отверстия шатуна маркируется краской, либо выбит на бабышке верхней головки, у себя их сточил, поэтому не могу показать.)
Вот блок расточен, нужно купить пальцы, в городе еле нашел "синие", не путать пальцы 2108 и 2110, первые под запресовку, вторые плавающие, соответственно размеры разные. хотя классы маркируются так же.
Коробка порвалась около магазина, фирму к сожалению не запомнил, цена 240руб. вес у всех одинаковый.
На цифры пальцев не обращаем внимание, ставил для показа вам, потом их стер, и расставлял когда точил их подгонял вес поршней.
Дальше как с шатунами, взвешиваем поршни, ищем самый легкий и по нему точим все остальные. Точим до разницы 1-2г. При этом снимая только наплывы, и специальную бабышку. Нельзя точить юбку, силовые элементы а уж тем более сверлить отверстия в толстых частях поршня. Остальную разницу выводим в ноль с помощью точения пальцев. Точатся они тяжело(сталь закаленная), напильник не берет, поэтому шлифуем бруском или наждаком с торца пальца. То что палец стал короче на 0.5-1мм не страшно, на то он и плавающий.
Поршни я точил таким вот наборчиком для дрели, производства СССР, достались от деда.
Некоторые места снимал напильником и надфилем.
Вот что имеем в итоге:
Ну а теперь берем стопорные кольца 2110 (20руб за 10 штук) они же 21213-1004022-008 диаметром 25.5мм, вес одного взвесить не смог. насыпал 10 штук, полученный вес разделил на 10.
Ну теперь самое простое, берем мурзилку и собираем.
Цифры на шатуне должны как и стрелка смотреть на ремень ГРМ.
Собрал и сразу на весы, разница в погрешность весов 1г. значит все сделал правильно. Осталось докупить вкладыши, кольца и собирать.
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Я использую два ключа: 28-210 Нм с квадратом 1/2 и 5-25 Нм с квадратом 1/4.
Начинаем разбирать
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.

Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.
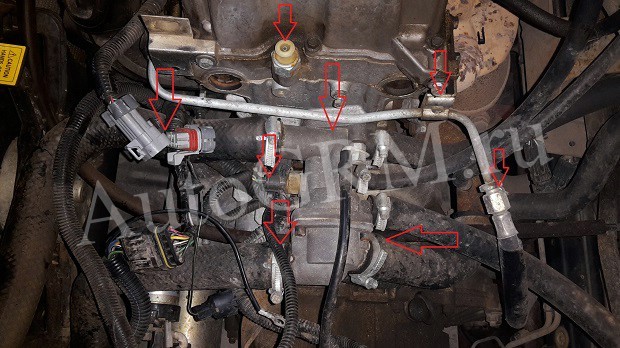
Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.

Откручиваем восемь гаек и снимаем выпускной коллектор.

Снимаем ремень ГРМ, шкивы распредвалов и помпу.

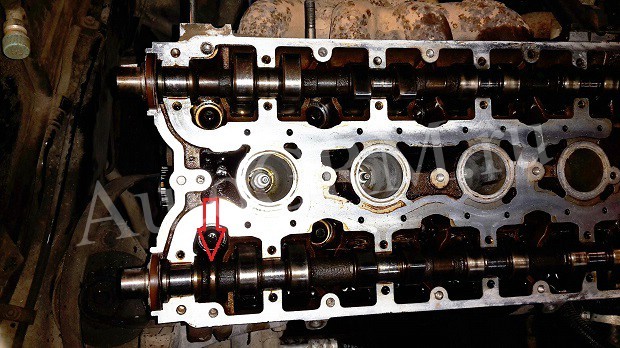
В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь.
Обязательно в последовательности указанной на фотографии.

Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ.
Обязательно в последовательности указанной на фотографии.
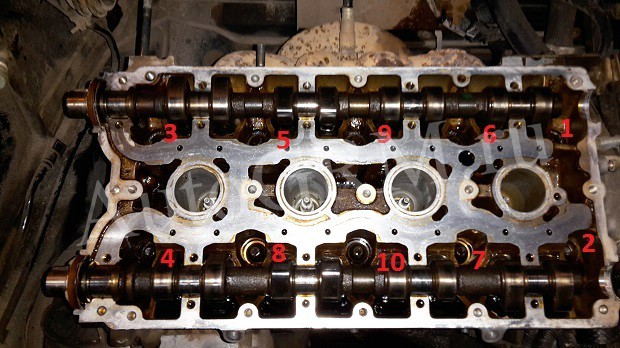
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.

Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Недавно купленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.

Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем.
Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.

Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.

Вставляем клапана на место и засухариваем.
Перед этим стержни клапанов смазываем чистым маслом.
Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
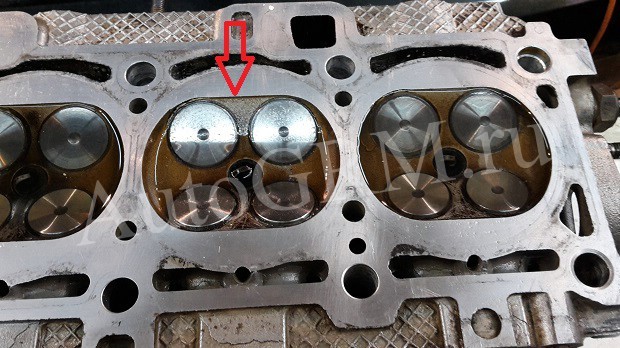
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

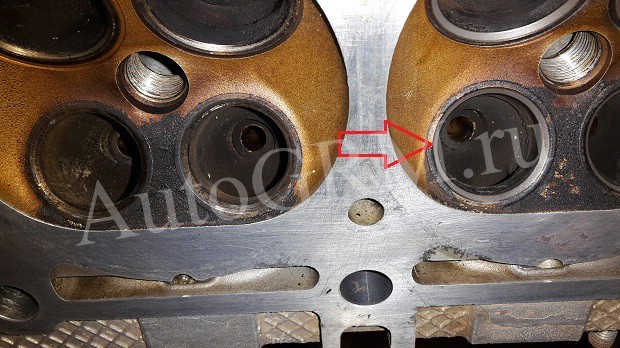
После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
В дальнейшем местами их не меняем.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.

Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх.
Кольца в канавках поршня должны обязательно легко вращаться.
Сборка двигателя
Протираем чистой ветошью шейки коленвала, зеркало цилиндров и посадочные места шатунных вкладышей, их кстати можно и обезжирить. Вкладываем новые вкладыши в шатун и крышку, так что бы усики вкладышей вошли в пазы.

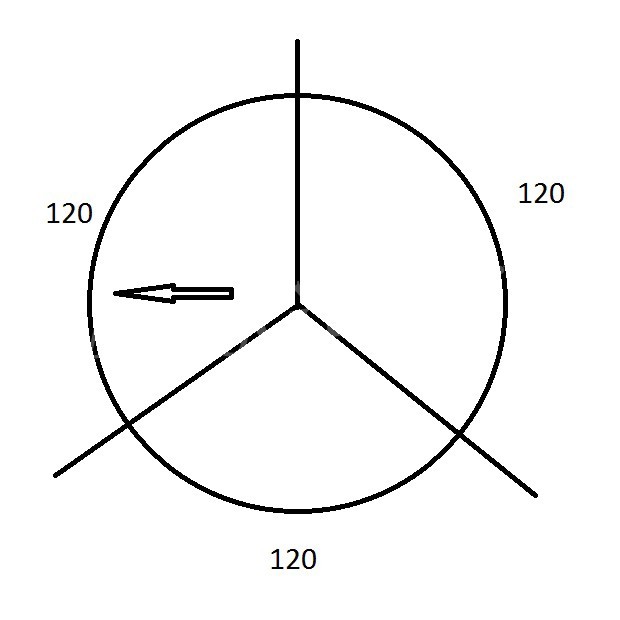
Смазываем чистым маслом вкладыши, шейки коленвала и цилиндры. Разворачиваем поршневые кольца замками так как показано на рисунке, угол между ними должен составлять 120 градусов.
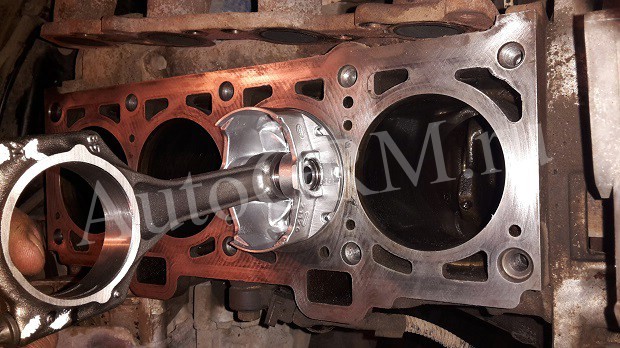
Одеваем на поршень оправку для сжатия колец, предварительно смазав ее внутри чистым маслом. Не забывая про направление, стрелка на поршне должна быть направлена к передней части двигателя, ставим его в свой цилиндр.

Коленвал проворачиваем таким образом, чтобы шатунная шейка была в самом низу. Аккуратно постукивая деревянной ручкой молотка проталкиваем поршень в цилиндр. Снимаем оправку и толкаем поршень вниз до момента, когда шатун сядет на коленвал. Снизу ставим крышку шатунного подшипника, помним про метки.
Затягиваем болты крепления крышки шатуна моментом 5 кгс*м.
Тоже повторяем со всеми остальными цилиндрами.

Ставим на место все что сняли снизу. Сверху продуваем и очищаем отверстия под болты крепления ГБЦ. Ставим новую прокладку ГБЦ и саму головку. Смазываем болты тонким слоем масла, главное без фанатизма. Болты затягиваем в несколько проходов в порядке обратном откручиванию, смотри фото в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем моментом 2 кгс*м
- затем все затягиваем моментом 7 – 8 кгс*м
- доворачиваем на 90 градусов
- еще раз доворачиваем на 90 градусов
Ставим гидрокомпенсаторы, распредвалы и крышку подшипников распредвала. Все трущиеся поверхности смазываем чистым маслом. Перед установкой крышки подшипников распредвала смазываем тонким слоем герметика периметр и ободки вокруг свечных колодцев.
Затягиваем болты крышки подшипников, в порядке обратном раскрутки, моментом 2 кгс*м, смотри фото в начале.
Ну и дальше устанавливаем все детали в порядке обратном снятию. Заливаем все жидкости и заводим, завестись может не сразу, это нормально. При первом запуске дымить будет хорошо, пока не обгорит масло на цилиндрах, смотрим что бы погасла лампа давления масла. Даем поработать минуту и глушим, смотрим вдруг где что потекло. Заводим еще несколько раз постоянно увеличивая интервал работы, доводим до рабочий температуры, постоянно проверяя масло и антифриз, так же обращаем внимание на то что бы не появились посторонние шумы. Даем отдохнуть часок и снова на холостой ход где-то на часик, постоянно контролируем температуру. Ну а далее обкатка если точили, если нет, то можно ехать только первую тысячу километров стараться не поднимать обороты выше 3000 ну и не тягать на буксире.

Поршневые кольца заменяют при ремонте шатунно-поршневой группы, при их износе или повреждении. Также кольца заменяют при капитальном ремонте двигателя.
Для выполнения работы потребуется оправка для поршневых колец.
Снятие
1. Снимаем головку блока цилиндров.
2. Снимаем поддон картера двигателя.
3. Снимаем маслозаборник.
4. Поворачивая коленчатый вал за болт крепления его шкива ключом на 17 мм, устанавливаем поршень первого цилиндра в нижнее положение.
5. Ключом TORX ЕЮ отворачиваем две гайки крепления крышки шатуна первого цилиндра.

6. Снимаем крышку шатуна.

7. Уперев ручку молотка в поршень, выталкиваем его вверх.

8. Извлекаем поршень из цилиндра.

9. Вынимаем вкладыши из шатуна и его крышки.
10. Фиксируем поршень за шатун в тисках. Слегка раздвинув замок кольца, снимаем верхнее компрессионное кольцо. Аналогичным образом снимаем нижнее компрессионное кольцо, маслосъемное кольцо и его расширитель.
Рекомендация
Кольца тонкие, — чтобы их не сломать, вырежьте из пластмассовой бутылки полоску длиной немного меньше окружности поршня. Заведите кромку этой полоски под замок верхнего компрессионного кольца, а затем по кругу под все кольцо.

Снимите с поршня полоску вместе с кольцом. Аналогичным образом снимите второе компрессионное и маслосъемное кольца.
Замечание
Целесообразность замены колец зависит от степени износа цилиндров. Небольшой равномерный износ цилиндров (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Установка
1. Тщательно очищаем поршень
от нагара и отложений. Осматриваем поршень, шатун и палец. Трещины на них недопустимы.
Замечание
Новые кольца подбираем в соответствии с диаметром поршня — номинального или ремонтного размера.
2. Перед установкой новых колец набором щупов измеряем зазор между поршневым кольцом и стенкой канавки, в которую кольцо будет установлено.

Табл. 9.1.3 Допустимые зазоры между стенками канавок и поршневыми кольцами:
Замечание
Допустимые зазоры между стенками канавки и поршневыми кольцами указаны в табл. 9.1.3. Если зазор превышает максимально допустимый, поршень подлежит замене.
3. Для подбора поршневых колец по тепловому зазору устанавливаем по очереди кольца в цилиндр блока на глубину 20—30 мм и набором плоских шупов определяем зазор в замке.

Замечание
Предельно допустимый тепловой зазор при износе (для колец, бывших в употреблении) — 1 мм, зазор для новых колец 0,25-0,45 мм. Если зазор превышает максимально допустимый, кольцо подлежит замене.
4. Надеваем кольца на поршень. При этом маслосъемное кольцо

и компрессионное кольцо устанавливаем надписью «ТОР» вверх.

Новые кольца устанавливаем на поршень, начиная с расширителя маслосъемного кольца.

С помощью оправки надеваем маслосъемное кольцо, а затем нижнее компрессионное (кольца надеваем на оправку и аккуратно смещаем вниз до установки в канавку).

Верхнее компрессионное кольцо надеваем без оправки: раздвинув замок кольца (не более, чем это требуется для надевания кольца на поршень), заводим на поршень сначала замок, а затем тыльную часть кольца.
5. Поворачиваем их замки так, чтобы они располагались под углом 120° относительно друг друга. Замок расширителя должен находиться развернутым на 180° относительно замка кольца.

6. Смазываем чистым моторным маслом стенку цилиндра

и наружную поверхность поршня.

7. Надеваем оправку на поршень и обжимаем ею кольца, периодически слегка постукивая ручкой молотка по оправке для самоустановки колец.
Предупреждение!
Крышки шатунов невзаимозаменяемые. На двигателе установлены «колотые шатуны», крышки которых изготовлены специальным методом. Поверхности соприкосновения крышки и шатуна получаются неровными, что при сборке обеспечивает идеальное прилегание деталей.

8. Вытираем насухо постели вкладышей в шатуне и крышке, устанавливаем в них вкладыши.

9. Смазываем чистым моторным маслом внутреннюю поверхность вкладышей.

10. Устанавливаем поршень в цилиндр блока.
Предупреждение!
Стрелка на днище поршня должна быть направлена в сторону шкива коленчатого вала.
11. Прижимая оправку к блоку и постукивая ручкой молотка по днищу поршня, утапливаем поршень в цилиндр (при этом контролируем продвижение шатуна к шейке коленчатого вала).

12. Устанавливаем на шатун крышку и затягиваем болты моментом 43,32—53,51 Нм (4,42—5,46 кгсм).

Другие три поршня собираем и устанавливаем аналогично.
После установки всех поршней собираем двигатель в обратной последовательности.
Сегодня многие владельцы автомобилей ВАЗ Приора сталкиваются с такой проблемой, как обрыв ремня ГРМ, в результате чего клапана «встречаются» с поршнями. В итоге эта проблема может обойтись владельцу транспортного средства в «копеечку». Чтобы предотвратить это, некоторые автолюбители устанавливают на свои авто безвтыковые поршни СТК, СТИ или Автрамат. О том, какие лучше поставить поршни на свое авто и как производится замена своими руками с фото, читайте далее.
- 1 Общая информация и устройство поршня
- 2 Сравнительные характеристики
- 3 Как поменять поршни на безвтыковые или поршни «Автрамат» своими руками?
- 4 Видео «Замены элементов на безвтыковые»
- 4.1 Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
- 4.1.1 Инструменты необходимые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
- 4.1.2 Последовательность операций при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Общая информация и устройство поршня
Предназначение поршня заключается в передаче энергии, произведенной горючей смесью, к коленчатому валу. Когда продукты сгорания расширяются, на поверхность детали возлагаются огромные нагрузки. Максимальный показатель давления в этом случае может составлять 80 бар, а это сравнимо с силой в несколько тонн.
Температура в цилиндрах при сгорании смеси может достигать 2 600 градусов, что в несколько раз больше температуры, при которой поршень плавится. В результате в этот момент происходит снижение прочности сплава, по поверхности элемента возникает термонапряжение из-за температурного перепада. Чтобы поршень мог функционировать в таких тяжелых условиях эксплуатации, он должен быть не только легким, но и достаточно устойчивым к износу. Кроме того, качественная кованная группа поршней должна обладать и высоким показателем теплопроводности, что позволит элементам быстро остыть при работе в высоких температурах.
Что касается самой поверхности, то она должна быть сформирована таким образом, чтобы поршень не клинил в цилиндре ни при каких обстоятельствах. В противном случае возможно попадание горячих газов в картер. Поскольку компоненты имеют бочкообразную форму, как вы видите на фото, даже большая разница в температурах днища и юбки не повлияет на его функциональность. Также следует отметить, что эти детали производятся с применением «противоэллипса», что дает возможность компенсировать деформацию юбки.
Верхним элементов поршней является головки, которая состоит из днища и канавки, при помощи которых устанавливаются кольца уплотнения. Головка должна быть более надежной, поскольку большинство нагрузок приходится именно на нее. Поэтому головки поршней обрабатываются дополнительным защитным покрытием. Сами канавки для уплотнительных колец изготовляются под небольшим углом, в результате чего наружные кромки колечек будут чуть выше внутренних. В результате этого наклон поперечного сечения канавки не появится, а это вполне возможно.
Чтобы поршень лучше скользил, его поверхность также вскрывается дополнительными материалами. Для большей приработки производитель обычно использует фосфатирование или олово, что также позволяет снизить вероятность появления царапин при запуске холодного мотора. Но такое покрытие обычно изнашивается при обкатке. Другое покрытие — антифрикционное — остается на весь срок службы, оно способствует предотвращению появления ржавчины и эрозии на рабочих поверхностях.
Юбка поршня должна быть обработана специальными резцами, чтобы обеспечить создание микрорельефа. Таким образом моторная смазывающая жидкость будет лучше держаться на поверхности элемента, а трение будет гораздо меньшим. так какие лучше поставить поршни на свое авто?
Производителя вы будете выбирать сами, но от себя мы хотим добавить, что всем перечисленным выше требованиям соответствует продукция компаний:
- СТИ;
- СТК;
- Автрамат.
Сравнительные характеристики
Чтобы вы могли понять, какая группа поршней лучше, рассмотрим сравнительные характеристики всех трех производителей с фото:
-
Начнем с продукции СТИ. Кованные поршни СТИ производятся в Тольятти и изготовлены они способом горячего прессования. Как показывают отзывы потребителей, которые уже установили СТИ, эти кованные поршни во многом снижают коэффициент полезного действия мотора. Это обусловлено тем, что детали СТИ обладают пониженной степенью сжатия и большим размером камеры сгорания. Также следует отметить, что в сплаве поршней СТИ содержится меньше кремния, в результате чего прочность компонентов при высоких температурах будет ниже.
![Четыре поршня СТИ]()
Кроме того, в результате пониженного содержания никеля в сплаве ресурс работы элемента может быть значительно снижен. При всем этом безвтыковые поршни СТИ стоят дороже СТК и Автрамата.
![Два поршня Автрамат]()
Из-за увеличенных выборок для клапанов была незначительно расширена площадь камеры сгорания, что также способствует снижению КПД мотора. Отечественные автомобилисты на замечают это отличие на практике. Следует отметить, что стоимость деталей Автрамат может быть ниже от 50% до 70% по сравнению с СТИ, в зависимости от автомагазина.
![Поршень производства СТК]()
Как поменять поршни на безвтыковые или поршни «Автрамат» своими руками?
Таким образом мы подошли к вопросу замены поршней на автомобиль ВАЗ Приора своими руками.
Заранее подготовьте набор гаечных ключей:
- В том случае, если замена элементов осуществляется на автомобиле с большим пробегом, при помощи нутрометра вам придется замерять расстояния от верхней кромки цилиндра в поперечном и продольном направлении мотора. От верхней кромки при этом нужно отступить 3, 10, 60 и 112 мм, соответственно, у вас должно быть в итоге четыре значения. Таким образом вы сможете выявить, насколько износились цилиндры. В том случае, если износ маленький и составляет до 0.05 мм, то такое расстояние вполне можно компенсировать монтажом элементов с чуть большим диаметром. Однако, если износ составил от 0.15 мм и больше, то вашим цилиндрам понадобится расточка. Для этого мы советуем совместить этот процесс с установкой безвтыковых элементов. Непосредственно перед разбором мотор следует прочистить. Гаечными ключами откручиваются винты, которые крепят правую опору ДВС, а также переднюю опору и кронштейн генератора. Все кронштейны демонтируются.
- Затем следует отключить трубопровод, головку блока, маховик, а также фильтрующий элемент. Подводящая трубка помпы к ГБЦ также отсоединяется. Теперь вам потребуется верстак или соответствующий стенд.
- Далее, демонтируется поддон картера, маслонасос и маслоприемник. Винты крепления заднего сальника коленчатого вала также откручиваются при помощи гаечного ключа. Непосредственно сам держатель можно демонтировать, поддев его отверткой за канавки на корпусе.
- Затем следует по очереди выкрутить все болты крышек шатунов, сами шатуны с поршянми следует демонтировать.
- После этого снимаются поршневые кольца. Само кольцо демонтируется из места установки при помощи той же отвертки. Здесь же обратите внимание на состояние колец — если они изношены, то лучше их поменять.
- При помощи оправки поршневой палец выталкивается, после чего можно демонтировать и сам поршень. После замены все действия по сборке осуществляются в обратном порядке. Следите за тем, чтобы метка на дне элемента была направлена в ту же сторону, куда смотрят стрелки на шатуне.
Видео «Замены элементов на безвтыковые»
Подробнее об этом процессе вы сможете узнать из видео.
Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Для герметизации стыка между фланцами головки блока цилиндров и впускного коллектора, а также между фланцами дроссельного узла и впускного коллектора в пазы патрубков впускного коллектора установлены уплотнительные кольца. При нарушении герметичности этих колец двигатель работает неровно («троит»).
Инструменты необходимые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Вам потребуются: отвертки с плоским и крестообразным лезвием, кусачки или нож, ключи «на 10», «на 13».
Последовательность операций при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
1. Поднимите капот и отсоедините провод от клеммы «минус» аккумуляторной батареи.2. Снимите декоративный кожух двигателя (см. «Снятие и установка декоративного кожуха двигателя на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).3. Снимите с впускного коллектора дроссельный узел (см. «Снятие и установка дроссельного узла на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).4. Снимите впускной коллектор (см. «Замена прокладки крышки головки блока цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).
![Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)]()
5. Снимите уплотнительные кольца впускных каналов.
![Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)]()
6. Подденьте отверткой…
![Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)]()
7. …и снимите уплотнитель фланца крепления дроссельного узла.
![Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)]()
8. Установите новые уплотнительные кольца в пазы коллектора.9. Перед установкой впускного коллектора закройте отверстия впускных каналов ветошью и очистите посадочные места уплотнительных колец.
Читайте также:
- 4.1 Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)





