
Куда смотрят стрелки на поршнях ваз 2112 16 клапанов
Опубликовано: 18.05.2024
После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
1 – зубчатый шкив коленчатого вала;
2 – зубчатый ремень;
3 – шкив насоса охлаждающей жидкости;
4 – натяжной ролик;
5 – шкив выпускного распределительного вала;
6 – задняя защитная крышка зубчатого ремня;
7 – шкив впускного распределительного вала;
8 – кольцо для датчика фаз;
9 – опорный ролик;
А – метка ВМТ на зубчатом шкиве коленчатого вала;
В – установочная метка на крышке масляного насоса;
C и F– установочные метки на задней защитной крышке зубчатого ремня;
D – установочная метка на шкиве выпускного распределительного вала;
E – установочная метка на шкиве впускного распределительного вала.
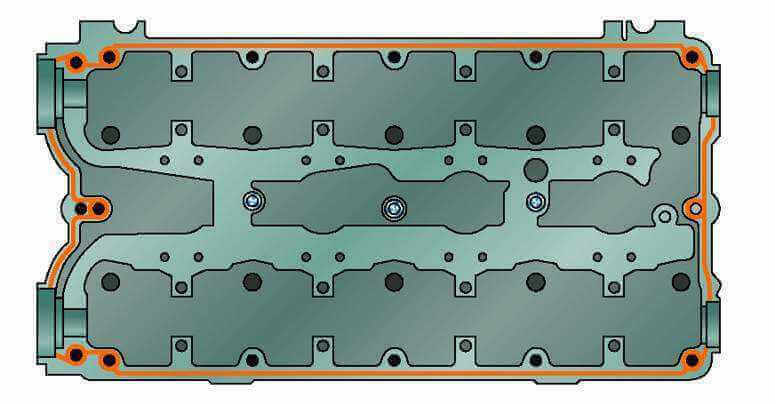
Схема нанесения герметика на верхнюю плоскость головки цилиндров
Первым делом, установите на стенд чистый блок цилиндров и заверните в него шпильки(если некоторые отсутствуют). Снимите крышки коренных подшипников и запрессуйте в блок цилиндров оправкой 67.7853.9621 недостающие форсунки для охлаждения поршней.
Установите в блок цилиндров коленчатый вал и шатунно-поршневую группу, прикрепите маховик к коленчатому валу, установите масляный насос и его маслоприемник, масляный картер с прокладкой и масляный фильтр, действуя, как описано в разделе двигателя 2110. Затем сборку двигателя проводите в следующем порядке.
Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки блока цилиндров.
Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров.
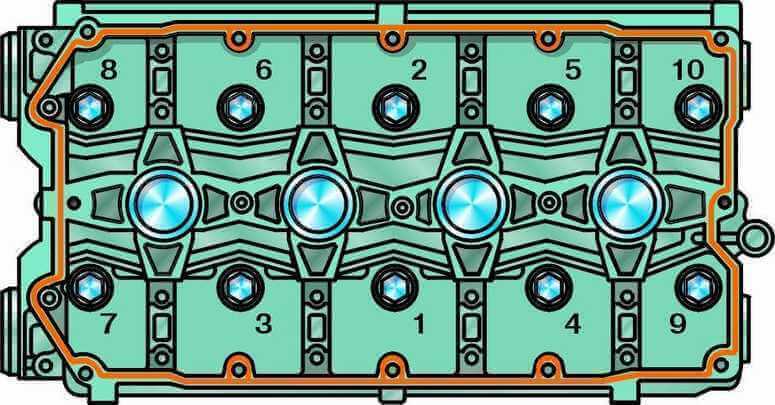
Установите по центрирующим втулкам головку блока. Затяните болты крепления головки цилиндров в определенной последовательности (рис. Порядок затяжки болтов крепления головки блока цилиндров и схема нанесения герметика на корпус подшипников распределительных валов) и в три приема:
– затяните болты моментом 20 Н·м (2 кгс·м);
– доверните болты на 90°;
– снова доверните все болты на 90°.
Вставьте в гнездо блока цилиндров насос охлаждающей жидкости с прокладкой и закрепите его болтами. Установите и закрепите заднюю защитную крышку зубчатого ремня.
Вложите сегментные шпонки в гнезда на передних концах коленчатого и распределительных валов и установите зубчатые шкивы. Заблокировав шкивы распределительных валов от проворачивания, закрепите их болтами с шайбами.
Приспособлением 67.7811.9509 поверните распределительные валы до совмещения меток на шкивах с установочными метками на задней защитной крышке зубчатого ремня (рис. Схема привода распределительных валов).
Доверните коленчатый вал в сторону меньшего угла поворота до совмещения установочной метки на шкиве с меткой на крышке масляного насоса. Поворачивать коленчатый вал можно ключом за болт, временно завернутый в передний конец коленчатого вала.
Установите натяжной ролик и закрепите его в положении, соответствующем минимальному натяжению ремня. Установите и закрепите опорный ролик.
Наденьте зубчатый ремень на шкивы распределительных валов и, натягивая обе ветви ремня, заведите левую ветвь за натяжной ролик и наденьте ее на шкив насоса охлаждающей жидкости, а правую ветвь заведите за опорный ролик. Наденьте ремень на шкив коленчатого вала и слегка натяните ремень натяжным роликом, поворачивая ролик против часовой стрелки. При установке ремня избегайте его резких перегибов.
Проверните коленчатый вал на два оборота в направлении вращения и проверьте совпадение установочных меток (см. рис. Схема привода распределительных валов). Если метки не совпадают, то ослабьте натяжение ремня, снимите его со шкивов распределительных валов, поверните шкивы на необходимые углы, наденьте ремень, слегка натяните его натяжным роликом, снова проверните коленчатый вал на два оборота и проверьте совпадение установочных меток.
При совпадении меток отрегулируйте натяжение ремня, как описано далее.
Установите датчик фаз, прикрепив его к головке блока цилиндров двумя болтами. Установите и закрепите переднюю защитную крышку зубчатого ремня.
Нанесите на верхнюю плоскость корпуса подшипников распределительных валов герметик типа «Локтайт № 574» жгутиком диаметром 2 мм, как показано на рис. Схема нанесения герметика на верхнюю плоскость головки цилиндров. Установите на головку блока крышку в сборе с сепаратором, маслоотражателем сепаратора и отводящей трубкой и закрепите крышку болтами.
Осторожно вставьте свечи зажигания в гнезда головки блока и затяните их ключом 67.7812.9553.
Прикрепите к головке блока отводящий патрубок рубашки охлаждения с прокладкой и закрепите его двумя гайками. Установите прокладку и прикрепите к блоку цилиндров фланец подводящей трубы насоса охлаждающей жидкости. Наденьте на патрубок и подводящую трубу шланги, идущие к термостату, установите термостат и закрепите шланги хомутами.
Наденьте на шпильки головки блока цилиндров прокладку, установите выпускной коллектор с защитным экраном и закрепите их гайками вместе с кронштейном подводящей трубы насоса охлаждающей жидкости.
Установите нижний шланг вытяжной вентиляции картера и закрепите его хомутами на штуцере блока и на патрубке крышки головки блока. Установите указатель уровня масла.
Установите впускную трубу с прокладкой и закрепите ее гайками. Установите рампу форсунок с форсунками и регулятором давления топлива и прикрепите ее болтами к головке блока. Уплотнительные кольца форсунок перед установкой смажьте моторным маслом.
Установите жгут проводов форсунок и прикрепите его к топливной рампе двумя скобами. Подключите провода к форсункам.
Наденьте соединительные муфты на патрубки впускной трубы и закрепите их хомутами. Установите ресивер, соединив его патрубки с муфтами и закрепив их хомутами. Прикрепите ресивер гайками к опорам на крышке головки блока. Установите направляющую трубку с указателем уровня масла и прикрепите ее болтом к ресиверу.
Установите трубки подвода и слива топлива, прикрепив их к рампе форсунок, регулятору давления топлива и кронштейну на головке блока цилиндров. Трубка подвода топлива крепится клипсой к топливной рампе, а трубка слива топлива – накидной гайкой к регулятору давления топлива. Установите вакуумный шланг, надев его на патрубки ресивера и регулятора давления топлива.
Установите кронштейн правой опоры подвески двигателя с установочной планкой генератора. Наденьте на коленчатый вал шкив (демпфер) привода генератора и закрепите его болтом с шайбой. Установите генератор, наденьте ремень на шкивы коленчатого вала и генератора и отрегулируйте его натяжение.
Установите и закрепите болтами на блоке цилиндров кронштейн задней опоры подвески силового агрегата. Закрепите на кронштейне рым для строповки силового агрегата.
Осторожно, избегая ударов, заверните в блок цилиндров датчик детонации. Установите и прикрепите к блоку цилиндров датчик уровня масла, а к крышке масляного насоса – датчик положения коленчатого вала.
Подключите провода высокого напряжения к МЗ(модулю зажигания) и свечам, одновременно уложив их в зажимы на ресивере. Установите и закрепите экран ресивера.
Установите дроссельный патрубок с прокладкой, прикрепив его гайками к ресиверу. Установите шланги отвода и подвода охлаждающей жидкости, прикрепив их хомутами к дроссельному патрубку, отводящему патрубку головки блока цилиндров и подводящей трубе насоса охлаждающей жидкости.
Наденьте на дроссельный патрубок шланг впускной трубы и закрепите его хомутом. При установке шланга метку на нем совместите с верхней линией литейного разъема на дроссельном патрубке. Установите верхние шланги вентиляции картера, прикрепив их хомутами к патрубкам на крышке головки блока, шлангу впускной трубы и дроссельному патрубку.
Необходимо закрепить при помощи хомута ДМРВ(датчик массового расхода воздуха).
Теперь осталось только залить масло в двигатель как обычно, через горловину на крышке головки блока цилиндров.

Особенности устройства шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Основные размеры шатунно-поршневой группы даны на рис. 2-34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ваз 2108, ваз 2109.

Рис. 2-34. Основные размеры шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Поршень — алюминиевый, литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-35). Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца ваз 2110 || ваз 2112 изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2-35). В верхнюю головку шатуна запрессована стале-бронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2-36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.

Рис. 2-35. Маркировка поршня и шатуна:
1 — стрелка для ориентирования поршня в цилиндре; 2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — классы шатуна по массе и по отверстию в верхней головке; 6 — номер цилиндра

Рис. 2-36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
| Масса головок шатуна | Класс | Цвет маркировки | |
| верхний | нижний | ||
| 184±2 | 489±3 495±3 501±3 | Ф Л Б | Красный Зеленый |
| 188±2 | 489±3 495±3 501±3 | Х М В | |
| 192±2 | 489±3 495±3 501±3 | Ц Н Г | Голубой |
Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. При разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть использованы снова. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2-37) и не выпадал из него, если держать поршень как показано на рис. 2-38. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка „Верх“ или „ТОР“, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.

Рис. 2-37. Поршневой палец должен устанавливаться нажатием большого пальца руки

Рис. 2-38. Проверка посадки поршневого пальца
Проверка технического состоянияОчистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца составляет 0,04-0,07 мм, для нижнего — 0,03-0,06 мм и для маслосъемного — 0,02-0,05 мм. Предельно допустимые зазоры при износе — 0,15 мм. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм.

1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.
2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке. Обратите внимание, что средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.


3. Установите коленчатый вал в блок цилиндров.
4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец – этими сторонами полукольца устанавливаются к щекам коленчатого вала.


5. Установите сталеалюминиевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распределительного вала).
6. . металлокерамическое (желтого цвета) – с другой стороны постели.


7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.
8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки в соответствии с метками. На крышках нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой нанесены две метки, как и на второй. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распределительного вала, а крышки устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.

11. Заверните болты и затяните их требуемым моментом (см. прил. 1) в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на 2–3 оборота коленчатый вал – он должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» ее к блоку. Удалите излишки смазки.
13. Установите масляный насос и заверните болты его крепления (см. «Снятие и установка масляного насоса»).
14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и заверните болты его крепления (подробнее см. «Замена сальников коленчатого вала»).

4.14. Приспособление для запрессовки поршневого пальца: 1 – валик; 2 – поршневой палец; 3 – направляющая втулка; 4 – винт; 5 – дистанционное кольцо

16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением (рис. 4.14). При его отсутствии можно подобрать подходящую оправку. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.


18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
19. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.


20. Установите стопорные кольца с обеих сторон пальца. При этом обратите внимание, что кольца должны быть четко установлены в канавках поршня.
21. Установите на поршень разжимную пружину маслосъемного кольца.


22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
23. Порядок установки колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним – верхнее.


24. При этом обратите внимание, что на кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «TOP». Этой надписью кольца устанавливаются вверх (к днищу поршня). Если надпись отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.
25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув кольца в канавках поршня, убедитесь, что они вращаются легко. Если какое-либо кольцо не проворачивается или заедает, его необходимо заменить.


27. Разверните кольца на поршне так, чтобы их замки располагались под углом 120° друг к другу.
28. Тщательно протрите чистой тряпкой шатунные шейки коленчатого вала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.


31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленчатый вал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распределительного вала).
32. Плотно прижмите оправку к блоку и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.


33. Установите нижнюю головку шатуна на шейку коленчатого вала.
34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки и затяните требуемым моментом (см. прил. 1). Таким же образом установите и остальные поршни.

37. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленчатый вал так, чтобы противовес вала не мешал вставить датчик. Затем заверните болт крепления датчика.
38. Установите маслоприемник и заверните три болта его крепления.
39. Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика (см. «Снятие, установка и дефектовка маховика»).
40. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
41. Установите масляный картер и заверните болты его крепления (см. прил. 1). Далее двигатель собирается в обратном порядке. Установку головки блока см. «Замена прокладки головки блока цилиндров», ремня привода распределительного вала см. «Замена ремня привода распределительного вала и натяжного ролика».
Справочное руководство по обслуживанию автомобилей ВАЗ, ЛАДА 110.
Регулировка зажигания 2110. Компрессия двигателя ваз 2112, иммобилизатор на ваз 2111. Клапанная крышка ваз 2112, прокладка блока цилиндров ваз видео. Стоимость генератора на ваз. замена предохранителей ваз 2112, конструкция маслоприёмника ваз 2112. рекомендуемые заводом масло в коробку ваз 2112. замена водяного насоса (помпы) ваз 2112. Замена маслосъемных колпачков ваз 2110.
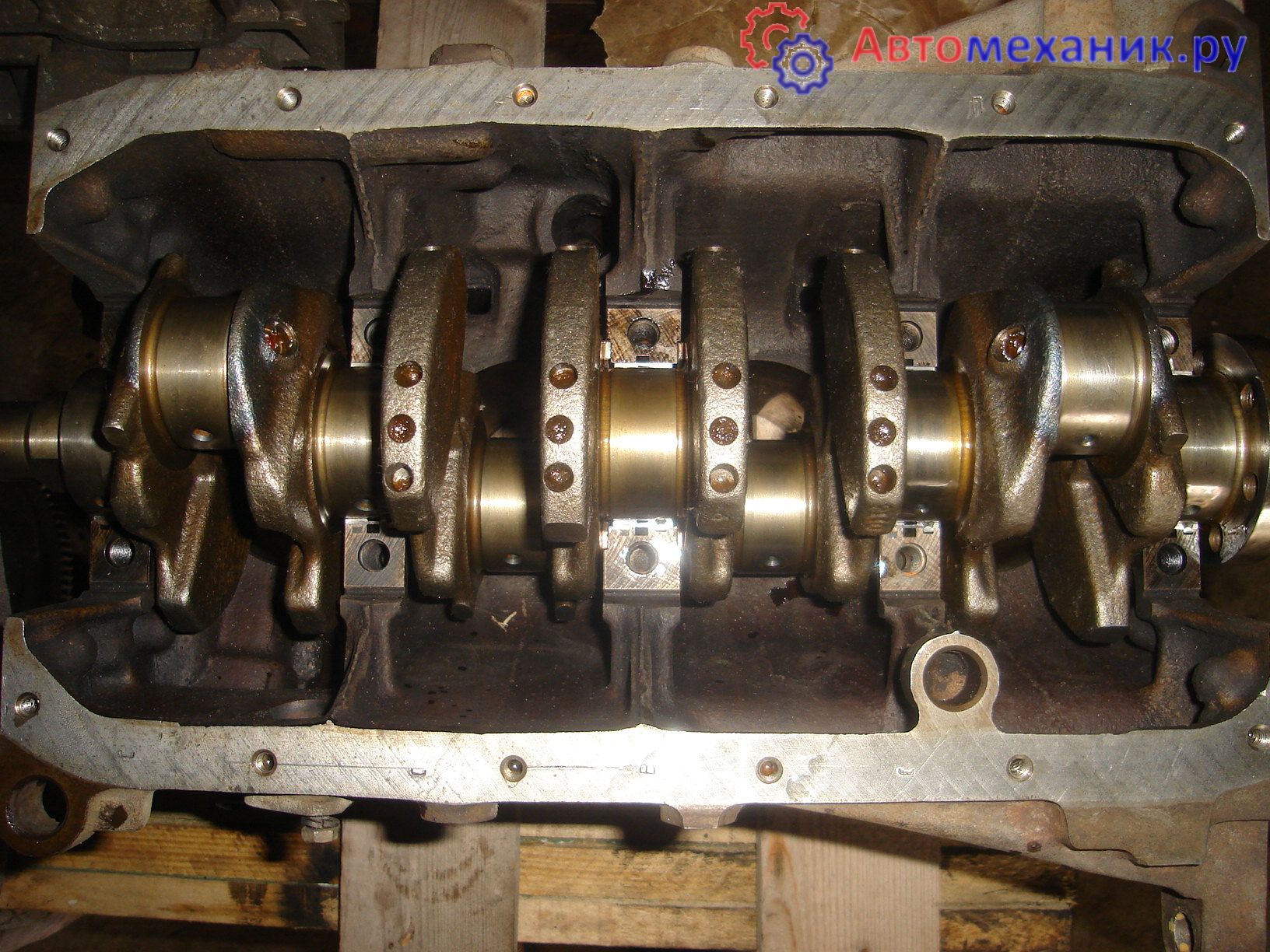
Ремонт двигателя ваз 2112 2110 16 клапанов производился самим хозяином автомобиля примерно год назад, Автомобиль за это время прошёл не более 30000 км, Двигатель резвый, масло не расходовал, Но спустя год эксплуатации, затянуло коленчатый вал. При разборке определили, что провернулись в постели вкладыши на шатуне третьего цилиндра.
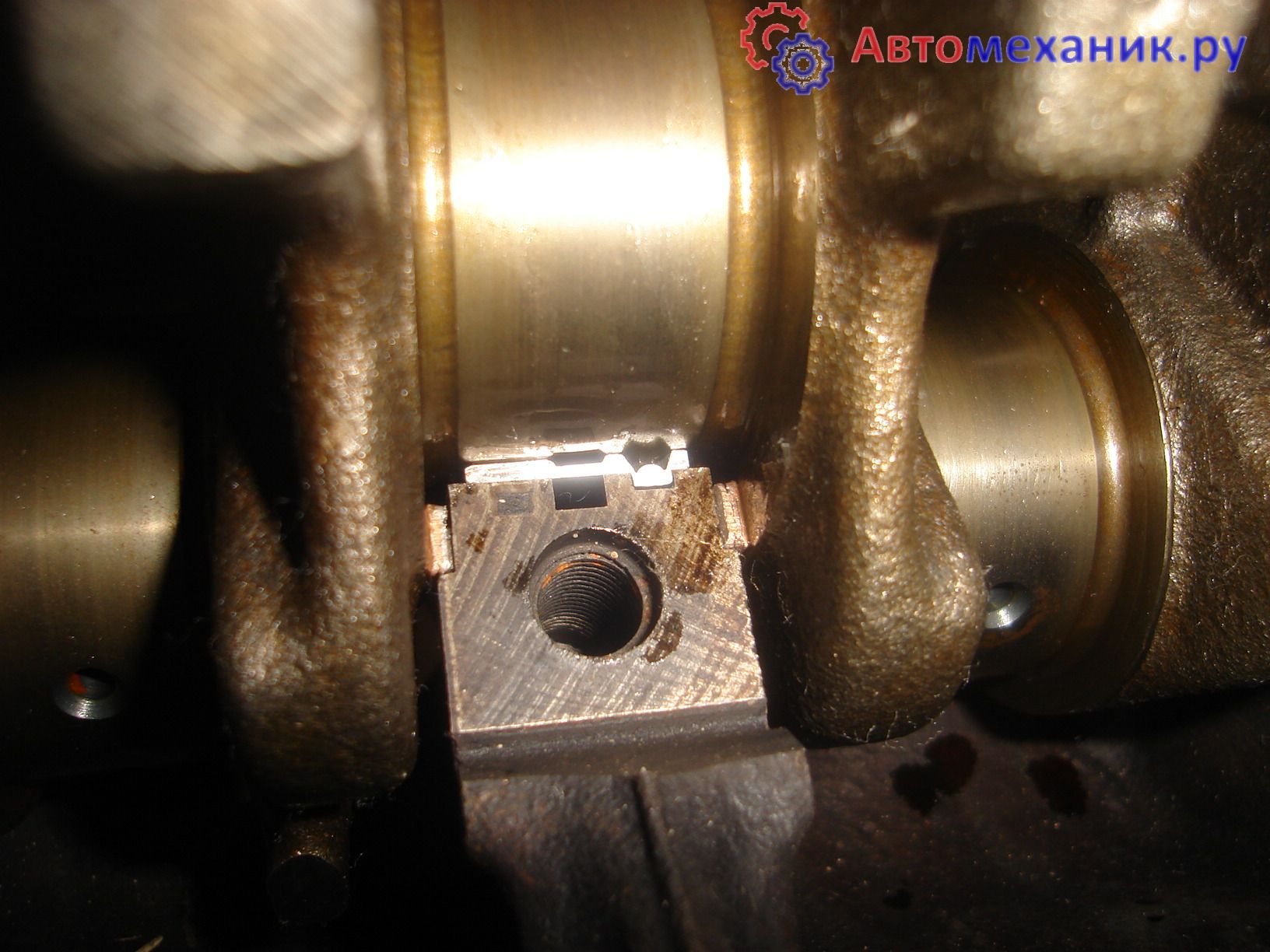
Дефектовка двигателя
Естественно шатун и коленчатый вал пришли в негодность. На фотографии хорошо видны продольные трещины на шатунной шейке коленчатого вала.


При детальном рассмотрении обнаружена главная причина, почему двигатель вышел из строя. На шатуне третьего цилиндра стояла крышка шатуна второго цилиндра, а на шатуне второго цилиндра стояла крышка шатуна третьего. Опять странно коленчатый вал должен заклинить сразу при затяжке, но видимо крышки совпали между собой.
И так пришлось менять два шатуна и коленчатый вал. Головку блока цилиндров разбирать не стали. Клапана на головке, при последней переборке находились в хорошем состоянии, притёрты, так же произведена замена маслоотражательных колпачков. У этого двигателя имеет слабость, шпильки при помощи, которых притягиваются в постели распредвалы, легко вытягиваются из резьбы. Что приводит к дополнительным затратам.
Установка коленчатого вала
После того как отмыли детали от грязи и отработанного масла начали сборку. В первую очередь устанавливаем коленчатый вал, предварительно установив коренные вкладыши.

Вкладыши после их установки необходимо смазать моторным маслом. Которое вы будете использовать в дальнейшем. Не забываем , вкладыши имеют замки. Они вставляются в специально предусмотренные пазы постели блока. Кроме того, есть особенность современных вкладышей, в комплекте они разные. Половина из них имеет долевую проточку. Для подачи масла к коренным шейкам коленчатого вала. Их устанавливаем в блок двигателя. Вкладыши, которые проточки не имеют, устанавливаем в коре
нные крышки. Перед установкой крышек необходимо поставить полукольца осевого смещения. Для них имеются пазы в блоке двигателя на постели третьей коренной шейки, Полукольца устанавливаем таким образом, чтобы сторона, предназначенная для скольжения, была направлена в сторону коленчатого вала. Эта сторона имеет характерное покрытие и каналы для поступления смазки.
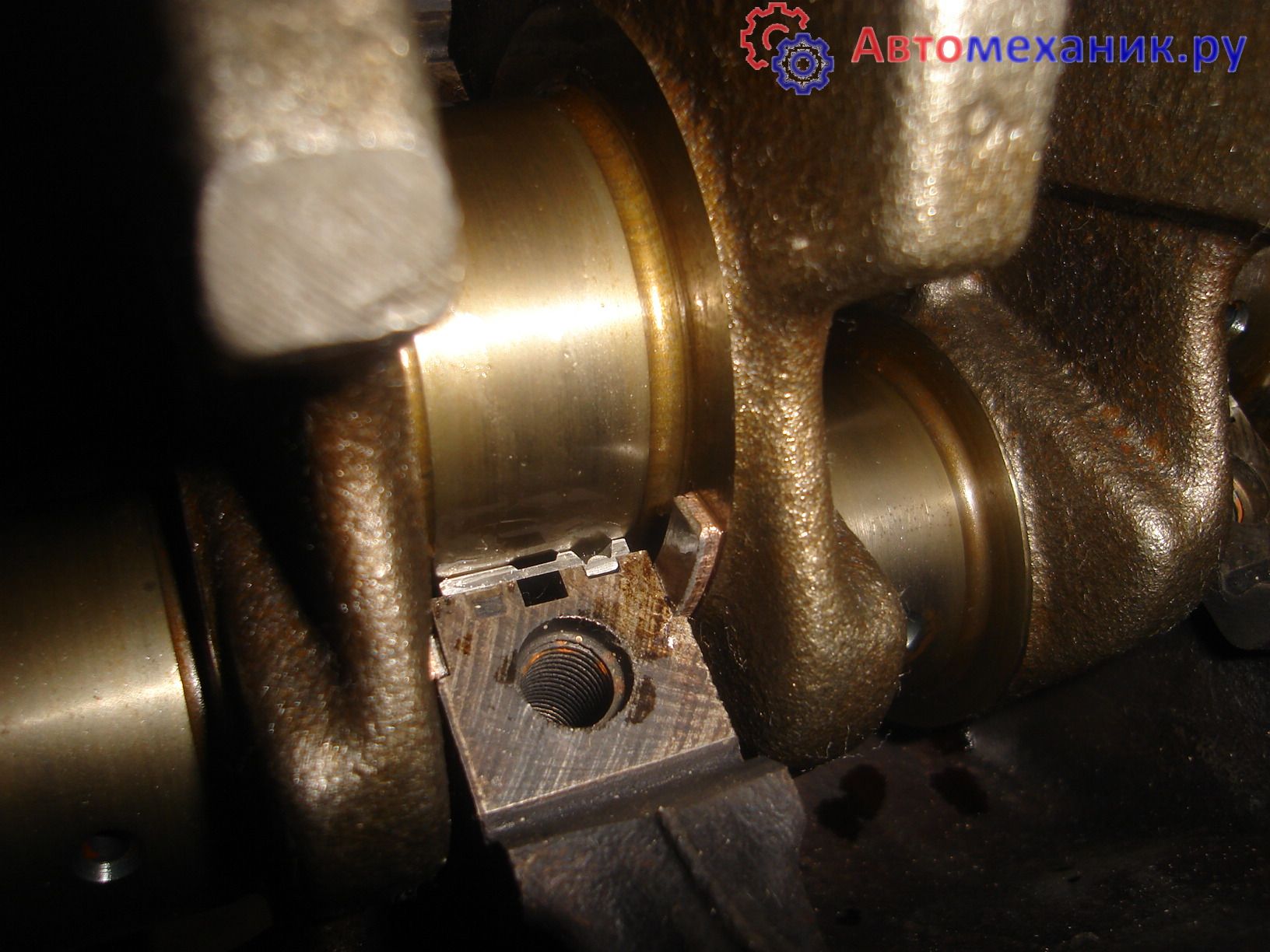
Затем притягиваем крышки болтами. Здесь ни в коем случае нельзя перепутать крышки местами, и также вкладыши установленные в блок и коренные крышки должны быть расположены друг к другу замок к замку. Это очень важно, так как ошибка приведёт к немедленной дорогостоящей поломке или вал просто заклинит при затяжке. Ремонт двигателя ВАЗ 2112 не вызывает больших сложностей, но элементарные ошибки из-за невнимательности приводят к плачевным результатам, как и в нашем случае.
Все крышки нужно притягивать равномерно, несколько этапов, очень важно, чтобы на коренные шейки коленчатого вала нагрузки при затяжке распространялись равномерно, потому что это не даст повредить сам вал и вкладыши. Окончательную затяжку крышек необходимо произвести при помощи динамометрического ключа с усилием 66.31- 84.38 Н*м .

После затяжки проворачиваем коленчатый вал он должен вращаться свободно от руки, проворачиваем его несколько раз, сопротивление оказываемое валом при вращении должно быть равномерное без закусываний и торможений, если это не так значит нужно искать проблему.
Установка поршней и шатунов
Следующим этапом устанавливаем поршня на шатуны. Поршня и шатуны имею определённое направление по отношению к двигателю. На поршнях стрелкой указано направление вперёд, те есть, они должны быть направлены от маховика в сторону передней крышки.

На шатунах имеются отливы цифр, они должны быть обращены вперёд, таким же образом.

Учитывая данное направление, соединяем поршень и шатун посредством поршневого пальца. Перед установкой пальца поршень необходимо нагреть, достаточно поместить его в горячую воду на несколько минут. В поршне палец стопорится с обеих сторон стопорными кольцами.
Установка поршневых колец
Теперь необходимо установить поршневые кольца на поршень. Как правило, на один поршень устанавливается три кольца. Верхнее и среднее компрессионные и нижнее масло съёмные кольца. На кольцах имеется гравировка, надпись она должна быть обращена вверх,

если её нет, то можно ориентироваться по фаске, которая расположена либо по внутреннему, либо по наружному диаметру поршневых колец. Эта фаска выполняет роль ребра жесткости, которая создаёт сопротивление нагрузкам, возникающим, при расширений газов в камере сгорания. Если фаска имеется по внутреннему диаметру, то кольцо ставится фаской вверх, если по наружному диаметру то фаской вниз. На масло съёмных кольцах также имеется гравировка, которая должна смотреть вверх, если её нет, то не имеет значение направления кольца.
Кольца на поршнях должны быть размещены таким образом, что бы разъёмы колец не находились друг под другом, и не попадали на углубление под палец. Так как, например, разъём среднего кольца находится на одной стороне поршня, то разъёмы верхнего и нижнего колец должны находиться с другой стороны поршня, и должны быть разнесены друг от друга, но не попадать на углубление под поршневой палец


Установка поршней в гильзы
После установки колец можно вставлять поршня в гильзы цилиндров. Для этого стягиваеи поршневые кольца хомутом. Устанавливаем в нижнюю головку шатуна вкладыш. Таким образом, чтобы замок на вкладыше попал в углубление постели головки шатуна. Вставляем шатуны с поршнем в гильзу до упора хомута. Учитывая при этом направление поршня, и легкими ударами, желательно используя при этом деревянный брусок, осаживаем поршень в гильзу. Направляя нижнюю головку шатуна в шатунную шейку коленчатого вала. После того как шатун упёрся вкладышем в колен вал. Устанавливаем шатунный вкладыш в крышку шатуна, Одеваем крышку на шпильки. При этом обязательно нужно учитывать, чтобы вкладыши на шатуне и крышке были расположены по отношению друг к другу замок к замку.

Притягиваем крышку гайками в два этапа .Окончательную затяжку необходимо произвести при помощи динамометрического ключа с усилием 42,32-53.51 Н*м. Таким же образом устанавливаем остальные поршня. Постоянно помня о их направлении по отношению к двигателю.
Установка передней крышки
Установив поршня прикручиваем переднюю крышку в которой находится масляный насос

Установка задней крышки
и заднюю предварительно поменяв в них сальники.

Устанавливаем маслозаборник и датчик аварийного уровня масла.


Установка поддона
Затем устанавливаем поддон и притягиваем его болтами. Устанавливаем маховик.

Установка маховика
Болты крепления маховика должны быть притянуты при помощи динамометрического ключа с усилием 60.96-87.42 Н8*м
Установка диска и корзины сцепления
На маховик устанавливаем диск сцепления и корзину Диск сцепления должен быть от центрован по отношению к внутреннему подшипнику колен вала при помощи специального вала. На котором есть две поверхности, одна соответствует внутреннему диаметру подшипника другая внутреннему диаметру шлицевой части диска сцепления. Диск сцепления располагается выступающей частью к корзине. После центрации устанавливаем и притягиваем корзину сцепления.


Момент затяжки ГБЦ ваз 2112 16 клапанов
Со стороны передней крышки устанавливаем зубчатый шкив привода ремня ГРМ. Потом устанавливаем головку блока цилиндров.


Предварительно ставим прокладку головки блока цилиндров. Проверяем, чтобы все отверстия в прокладке соответствовали отверстиям в блоке двигателя. Головку блока цилиндров притягиваем стяжными болтами в четыре этапа.
Порядок затяжки ГБЦ ваз 2112 16 клапанов
Затяжка производится согласно схемы затяжки

Первый этап с усилием 20 Н*м.
второй этап с усилием 69.4-85.7 Н*м.
третьим этапом требуется довернуть болт на 90 градусов; четвёртым этапом ещё раз довернуть болт на 90 градусов. Описание установки механизмов ГРМ я написал в другой статье, которую читайте, по этой ссылке Замена ремня ГРМ. Ремонт двигателя ВАЗ 2110 подошёл к концу. Теперь его нужно установить на автомобиль.
Читайте также: